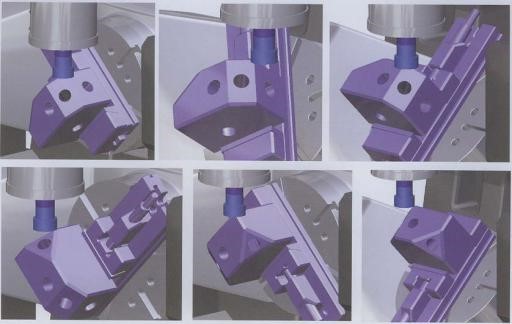
Kiểu gia công này còn có một tên gọi khác nữa là “gia công 5 trục có vị trí” – positional five-axis machining – vì trục thứ 4 và thứ 5 dùng để định hướng cho dụng cụ cắt ở vị trí cố định chứ không điều khiển chuyển động của dụng cụ cắt trong quá trình cắt gọt. Điều này giúp phân biệt gia công 3 + 2 trục với gia công 5 trục đồng thời. Ngoài ra để nhấn mạnh tính chất góc nghiêng của trục chính, kiểu gia công này còn có các tên gọi khác như gia công nghiêng, gia công với góc nghiêng cố định.
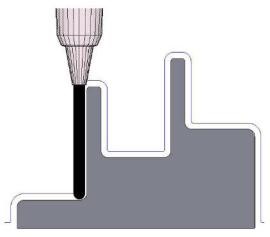
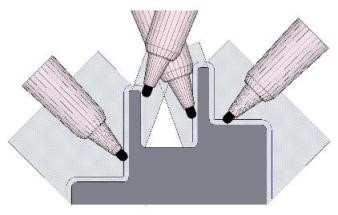
Ưu điểm chính của gia công 3 + 2 trục là cho phép sử dụng dụng cụ cắt ngắn hơn, cứng vững hơn so với kiểu gia công 3 trục truyền thống vì với kiểu gia công này trục chính có thể di chuyển đến gần phôi hơn nhờ một góc quay thích hợp. Việc sử dụng dụng cụ cắt ngắn hơn không những cho phép tăng tốc độ cắt và tốc độ tiến dao mà còn giảm sự uốn cong dụng cụ cắt. Điều này có nghĩa là độ chính xác gia công và chất lượng bề mặt đạt được sẽ cao hơn trong khi thời gian gia công sẽ ngắn hơn. Ngoài ra đường chạy dao cũng sẽ ngắn hơn, chương trình gia công cũng như thời gian setup máy cũng đều được rút ngắn lại
Kỹ thuật này đang được sử dụng rộng rãi tại các công ty khuôn mẫu vì nó giúp gia công những lòng khuôn sâu với độ phức tạp cao thay vì phải gia công với dụng cụ cắt dài hoặc thiết bị nối dài dụng cụ cắt. Dụng cụ cắt dài làm tăng nguy cơ biến dạng, rung động và thiết bị nối dài dụng cụ cắt có thể sinh ra những trở ngại về khoảng an toàn. Ngoài ra, kỹ thuật 3 + 2 trục cũng cho phép gia công trực tiếp phần undercut trong những tấm khuôn âm và tấm khuôn dương có thành dốc đứng. Chiến lược này giúp hạn chế hoặc bỏ qua nguyên công gia công bắn tia lửa điện trên máy EDM
Tất nhiên những ứng dụng của nó không chỉ hạn chế trong lĩnh vực gia công khuôn mẫu. Bất cứ chi tiết nào khó gia công 5 trục đồng thời đều có thể áp dụng gia công 3 + 2 trục, ví dụ như gia công chi tiết dạng ống. Chi tiết dạng ống có góc hoặc đường cong bên trong như các cổng vào của đầu cylinder hoặc đường ống trên thân van thường gia công đạt hiệu quả cao với kỹ thuật gia công 3 + 2 trục nếu như phần mềm lập trình CAM có hỗ trợ tính năng này. Ngoài ra gia công 3 + 2 trục có thể gia công những dạng chi tiết từ phôi đặc thay vì từ dạng vật đúc có hình dáng phức tạp.
Khoan nhiều lỗ ở các góc độ khác nhau trên 1 lần gá cũng là 1 ứng dụng quan trọng của kỹ thuật gia công 3 + 2 trục. Việc xác định chính xác hướng của mũi khoan được thực hiện trên phần mềm lập trình thay vì phải gá nhiều lần trên những đồ gá phức tạp.
Có thể gia công được trên máy 3 trục?
Một cách khác để tìm hiểu về gia công 3 + 2 trục là hình dung xem phôi với những yêu cầu nhất định có thể được gia công trên máy 3 trục được không nếu những yêu cầu đó nằm trong vùng làm việc hiệu quả nhất của máy 3 trục. Trong một vài trường hợp chi tiết gia công có thể được định vị trên một loại đồ gá đặc biệt hoặc gá nghiêng một góc để hướng gia công trùng với hướng của trục chính; tuy nhiên kỹ thuật gia công 3 + 2 trục lại sử dụng góc đã được cố định của dụng cụ cắt để tạo ra sự định hướng như trên.
Điều này được thực hiện bằng cách tạo ra một mặt phẳng gia công (workingplane) tại đối tượng cần gia công để dụng cụ cắt (thực thi chương trình gia công 3 trục) có được vị trí theo yêu cầu. Phần mềm CAM sẽ thực hiện tất cả các công việc chuyển đổi hệ trục tọa độ để có được kết quả nói trên
Quá trình gia công 3 + 2 trục có thể diễn ra tuần tự, dụng cụ cắt sẽ được xác lập lại ở 1 góc thích hợp giữa các bước gia công. Vì lí do nêu trên mà trong một vài trường hợp kỹ thuật này được gọi là “gia công định vị”. Một khó khăn cho việc định vị là sự giao thoa giữa những bề mặt (được tạo thành tại những góc quay khác nhau của dụng cụ cắt) phải được kiểm tra cẩn thận để đảm bảo có được kết quả mong muốn. Vấn đề về sự giao thoa bề mặt này xuất hiện và trở thành một chức năng cũng như mức độ phát triển của một phần mềm lập trình
Phần mềm CAM cho gia công 3 + 2
Nhiều nhà cung cấp phần mềm CAM đã phát triển những tính năng đặc biệt để xây dựng đường chạy dao cho gia công 3 + 2 trục. Tuy nhiên không phải tất cả phần mềm lập trình 5 trục đều sẵn sàng cho kỹ thuật này. Giống như khả năng của các phần mềm, tính tiện dụng và hiệu quả của những chức năng lập trình 3 + 2 trong từng phần mềm rất khác nhau.
Những nhà phát triển phần mềm CAM, đặc biệt là cho ngành khuôn mẫu xem gia công 3 + 2 trục như một tính năng trong gói sản phẩm lập trình gia công 5 trục của họ. Bởi vì chưa có 1 thuật ngữ nào mô tả kỹ thuật này , người ta thường có khuynh hướng lướt qua nó khi xem xét tính năng của 1 phần mềm CAM. Có trường hợp, nó được xếp vào 1 dạng của chiến lược chạy dao và được gọi là “gia công 5 trục nghiêng dành cho khuôn mẫu với dụng cụ cắt ngắn''.
Tiện ích cho gia công 3 + 2 cũng rất khác nhau tùy theo mức độ tự động hóa để hỗ trợ cho chức năng lập trình. Thiết lập mặt phẳng làm việc, định điểm 0 của máy, giới hạn hành trình chạy dao, điều khiển góc nghiêng dao là một trong những bước có thể được tự động hóa nhiều hay ít tùy vào từng hệ thống. Một vài hệ thống có khả năng tự động xác định chuyển động ra và ra giữa những vùng gia công
Hầu hết các hãng cung cấp phần mềm CAM có chức năng gia công 3 + 2 cho máy 5 trục đều nhấn mạnh tầm quan trọng của việc tránh va chạm hiệu quả. Mặc dù gia công 3 + 2 trục đơn giản hóa đường chạy dao vì về cơ bản nó là gia công 3 trục không có chuyển động “xoắn – xoay” của đầu trục chính để điều khiển dụng cụ cắt, nhưng không có nghĩa là không có nguy hiểm. Những ai dự định dùng kỹ thuật này trong tương lai nên đánh giá việc tránh va chạm và khả năng mô phỏng của phần mềm CAM đang được xem xét.
Bổ sung cho gia công 5 trục đồng thời
Vì tính tiện dụng, gia công 3 + 2 trục là một trong những tùy chọn làm cho trung tâm gia công trở nên giá trị hơn. Mặc dù vậy, nó không hoàn toàn thay thế gia công 5 trục đồng thời vì một số kiểu gia công dùng dụng cụ cắt dạng conic, lollipop hoặc những hình dạng đặc biệt khác đòi hỏi phải dùng kỹ thuật gia công 5 trục đồng thời để đạt được kết quả tốt nhất.
Trong một vài trường hợp, người ta thường sử dụng kỹ thuật gia công 3 + 2 để cắt thô và sau đó dùng kỹ thuật gia công 5 trục đồng thời để cắt tinh. Khi cắt thô, kỹ thuật gia công 3 + 2 cho phép dụng cụ cắt có chiều dài ngắn hơn nên thích hợp với những kiểu gia công tốc độ cao. Trong nhiều trường hợp, việc gia công lại (tiến hành với dao có đường kính nhỏ hơn để vét lại lượng vật liệu thừa từ bước gia công thô) cũng có thể đạt hiệu quả cao khi thực hiện với kỹ thuật gia công 3 + 2
Ở một vài nhà máy, gia công 3 + 2 trục giúp việc chuyển từ gia công 3 trục sang gia công 5 trục đồng thời dễ dàng hơn. Phay với dụng cụ cắt cố định để lại những kinh nghiệm có thể áp dụng vào phay 5 trục vì theo một nhà cung cấp phần mềm thì việc di chuyển dụng cụ cắt cố định từ một vị trí sang một vị trí khác chỉ cách việc di chuyển liên tục của gia công 5 trục đồng thời một bước nhỏ
Nhiều máy 5 trục hơn trong các nhà máy
Trong mười năm trở lại đây những máy 5 trục trở nên nhỏ hơn và khả năng công nghệ cao hơn trước kia. Tại cùng thời điểm, các phần mềm lập trình gia công 5 trục cũng mạnh hơn, dễ sử dụng hơn và giá rẻ hơn. Những điều này thúc đẩy việc sử dụng máy phay 5 trục trong gia công khuôn mẫu, những chi tiết dùng trong y tế, tạo mẫu và những ứng dụng đòi hỏi bề mặc hình học phức tạp và chất lượng bề mặt gia công ngày càng gắt gao. Bất kì nhà máy nào đang xem xét chuyển sang gia công 5 trục nên coi kỹ thuật gia công 3 + 2 trục như là một tùy chọn để mở rộng khả năng công nghệ của máy 5 trục vì nếu áp dụng được kiểu gia công 3 + 2 trục, nó sẽ giúp tiết kiệm thời gian gá đặt, định vị đồng thời nâng cao năng suất gia công và tuổi thọ dụng cụ cắt.

Nguồn: https://hoangkhuong.wordpress.com/2012/04/12/gia-cong-3-2-tr%E1%BB%A5c/




